HART PROTOCOL
Smart transmitters are ones that are capable of self-monitoring, using digital electronics internally. It doesn't stand for anything, just a term "smart". Some smart transmitters can communicate digitally, and there have been many different protocols used over the years since Honeywell first came to market in the early 80's with their pressure transmitter line. The idea is that there is a much easier and better way to calibrate, configure and monitor the signal using a smart device and keypad or handheld versus an analog type. I remember the days of Zero and Span pots and the interaction between the two, not to mention the drift that occurred over time and with temperature swings! Horrible to have to work with! Kept many instrument techs employed, with lots of overtime, however!
The term and technology of HART was originally invented by Rosemount in the mid-80's as a response to Honeywell's first offering, and was also a proprietary standard. The advantage over the Honeywell method, or DE protocol, was that the instrument could be addressed while still in service, rather than having a several milliamp shift occur, as DE creates. The FSK is a bimodal function, resulting in 0 mA of shift over the signal loop. There needs to be at least 250 ohms of resistance in the loop for this function to work, but this is usually not a problem, with most analog input cards dropping to 1-5 volts. You still have to take the device out of automatic (control) mode if you are changing range or other major variables are adjusted, but in general you can tie in and communicate with the device without causing a major disruption in the plant. This can also be done without lifting a wire, very important in hazardous areas! Anywhere on the loop provides full access to the device, not just at the terminals! The standard was opened up in the mid-90's, I believe, with the HART Foundation now supporting all the devices and drivers around the world.
You can have a fully digital communications architecture such as Profibus, DE or Foundation Fieldbus or a part-time digital communication such as HART (which can also be used fulltime, but it is pretty slow at 1300 baud!). You can still have a 4-20 mA signal (and other types if it is not a loop powered device) when using HART, which makes it a bit of a hybrid. Full time HART can be done in a multidrop type architecture and then the output is fixed to 4 mA, and the devices set to "Burst" mode. This enables a packet of information to be sent automatically, and is a bit different than the typical way of communicating with a 375/475 handheld communicator. In this case the analog signal is no longer usable.
This was a huge step in improving plant control and the quality of information gathered and used for control, especially!
HART = Highway Addressable Remote Transducer-.
SMART = Signal Modulation and Re-ranging Transducer.
They are open protocol on a single transmission line.
Every transmitter is given a number(identity) Digital signal is super imposed on analog signal and speed of communication is very fast.
SMART = Signal Modulation and Re-ranging Transducer.
They are open protocol on a single transmission line.
Every transmitter is given a number(identity) Digital signal is super imposed on analog signal and speed of communication is very fast.
HART device runs on 4-20 mA signal as base and digital information is modulated on it using Frequency Shift Keying (FSK) modulation technique as 2100 Hz as "0" and 1200 Hz as "1" to be read at the demodulator/ receiver.
The basic knowledge for the topic is available on following sites:
How HART Works
The HART Protocol makes use of the Bell 202 Frequency Shift Keying (FSK) standard to superimpose digital communication signals at a low level on top of the 4-20mA.

This enables two-way field communication to take place and makes it possible for additional information beyond just the normal process variable to be communicated to/from a smart field instrument. The HART Protocol communicates at 1200 bps without interrupting the 4-20mA signal and allows a host application (master) to get two or more digital updates per second from a smart field device. As the digital FSK signal is phase continuous, there is no interference with the 4-20mA signal.
HART technology is a master/slave protocol, which means that a smart field (slave) device only speaks when spoken to by a master. The HART Protocol can be used in various modes such as point-to-point or multidrop for communicating information to/from smart field instruments and central control or monitoring systems.
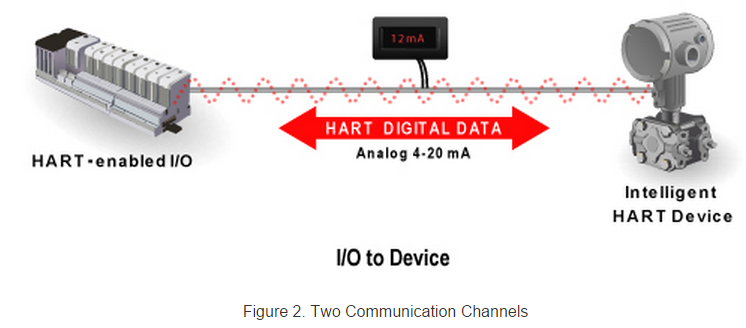
HART Communication occurs between two HART-enabled devices, typically a smart field device and a control or monitoring system. Communication occurs using standard instrumentation grade wire and using standard wiring and termination practices.
The HART Protocol provides two simultaneous communication channels: the 4-20mA analog signal and a digital signal. The 4-20mA signal communicates the primary measured value (in the case of a field instrument) using the 4-20mA current loop - the fastest and most reliable industry standard. Additional device information is communicated using a digital signal that is superimposed on the analog signal.
The digital signal contains information from the device including device status, diagnostics, additional measured or calculated values, etc. Together, the two communication channels provide a low-cost and very robust complete field communication solution that is easy to use and configure.
The HART Protocol provides for up to two masters (primary and secondary). This allows secondary masters such as handheld communicators to be used without interfering with communications to/from the primary master, i.e. control/monitoring system.

Figure 3. Primary and Secondary Masters
The HART Protocol permits all digital communication with field devices in either point-to-point or multidrop network configurations :


Figure 4. Point-to-Point Configuration
Multidrop Configuration
There is also an optional "burst" communication mode where a single slave device can continuously broadcast a standard HART reply message. Higher update rates are possible with this optional burst communication mode and use is normally restricted to point-to-point configuration.
Benefits of Using HART
Engineers operating in analog automation environments no longer need utter the words "if only" as in "if only I could get the device information without going into the field" or “if only I could get this configuration information from that pressure transmitter into my PC."
Users worldwide who have realized the benefits of HART Communication know that they can gain quick, easy visibility to devices in the field when using HART-enabled handheld test, calibration devices and portable computers. In fact, device testing, diagnostics and configuration has never been easier!
However, many have yet to realize HART technology’s greatest benefits which come from full-time connections with real-time asset management and/or control systems.
HART technology can help you:
- Leverage the capabilities of a full set of intelligent device data for operational improvements.
- Gain early warnings to variances in device, product or process performance.
- Speed the troubleshooting time between the identification and resolution of problems.
- Continuously validate the integrity of loops and control/automation system strategies.
- Increase asset productivity and system availability.
Increase Plant Availability
- Integrate devices and systems for detection of previously undetectable problems.
- Detect device and/or process connection problems real time.
- Minimize the impact of deviations by gaining new, early warnings.
- Avoid the high cost of unscheduled shutdowns or process disruptions.
Reduce Maintenance Costs
- Quickly verify and validate control loop and device configuration.
- Use remote diagnostics to reduce unnecessary field checks.
- Capture performance trend data for predictive maintenance diagnostics.
- Reduce spares inventory and device management costs.
Improve regulatory compliance
- Enable automated record keeping of compliance data.
- Facilitates automated safety shutdown testing.
- Raise SIL/safety integrity level with advanced diagnostics.
- Take advantage of intelligent multivariable devices for more thorough, accurate reporting.
The standard features of HART technology range from simple compatibility with existing 4-20mA analog networks to a broad product selection:
- Compatibility with standard 4-20mA wiring
- Simultaneous transmission of digital data
- Simplicity through intuitive menu-driven interfaces
- Risk reduction through a highly accurate and robust protocol
- Ease of implementation for maximum “up-front” cost effectiveness
- Broad product selection, with compatible devices and software applications from most process automation providers
- Platform independence for full interoperability in multi-vendor environments
Worldwide support by leading suppliers
Most of the world’s leading process instrumentation and control system suppliers, comprising most of the industry’s solutions, actively support HART technology. There are 1300+ registered devices in 24 device categories manufactured by 300+ members of the HART Communication Foundation.
Implementation: How to Choose HART Products
When it comes to picking a HART product, buyers need to know what kind of questions to ask in order to pick a product that would suit their needs the best.. It might seem as if every vendor offers similar type of products, however the HART capabilities in instruments and systems may vary widely from vendor to vendor. Consequently, question vendors carefully. Below are some things to ask.
Most importantly, when specifying HART technology, be sure to require that:
- Devices are registered at the HART Communication Foundation
- Device Descriptions (DD) are registered at the Foundation
- Suppliers are Members of the HART Communication Foundation
This approach makes sure that devices or systems are fully HART compliant. It also ensures they have been tested and registered with the foundation. That way you are assured of:
- Interoperability with other HART-enabled devices and systems
- Getting a device that will provide the powerful features of HART technology
- Specifying a product that will fully integrate into your HART-enabled applications
Also, consider asking device suppliers the following:
- What variables does your device measure? -- They may have a temperature transmitter that can measure two temperatures, plus calculated averages, etc.
- What maintenance information is available? i.e., Does the device have more than basic monitoring capability, such as a valve sticktion measurement?
- What unique or special features (i.e. Wireless access, local HART indicator, etc.) does your device support?
Possible questions for I/O suppliers include:
- Is remote HART access built into the controller or does it require a stand-alone application like a multiplexer?
- Is the HART I/O refresh rate suitable for control applications? i.e. Some I/O built around a multiplexer is much slower than can be read by individual modems per channel.
- Can you apply tags to HART multivariable data? i.e. Which would allow you to use them in a control strategy.
- What features do you have to simplify calibration? i.e. Being able to set a zero trim?
- Does the I/O support multi-drop? i.e. Can you place multiple transmitters on a single wire into one I/O input channel?
Possible questions for control system suppliers include:
- Does your host use a “native” DD or does it require a different file type? i.e. Some systems offer alternative file types like DTM, IDTM or proprietary protocols.
- Is support for the full range of HART capabilities built into the system? i.e. Calibration support, maintenance condition monitoring, device specific configuration and graphical user interface.
- Does the HART information land in the controller, or does it just pass through? i.e. Do you need the HART information for control strategies?
- Does the system support asset conditioning monitoring? i.e. Device status change or configuration change.
- How is additional HART information presented to support teams? i.e. Is it by alarm banner, or sent via pager, email, audible tones, etc.
- How do you perform tests when there is an error in the device? i.e. using asset management applications in the device description.
Example: Mitsubishi Chemical Connects HART Technology to Control Room Savings up to $20-30,000 a Day
PROJECT OBJECTIVES
| |
SOLUTION
| |
RESULTS
- Increased peak production to save an estimated $20-30,000 USD per day.
- Detected the onset of plugged lines to prevent a 5-day, $3-million USD shutdown.
- Reduced instrumentation maintenance costs 10% through advanced diagnostics at the pressure transmitter accessed from the control room.

Mitsubishi Chemical Corporation has improved its ability to diagnose abnormal process conditions and track equipment health 24 hours a day, thanks to an innovative instrumentation team at the company’s 380,000 ton-a-year ethylene plant inKashima, Japan. “Our goal is to detect abnormal situations in the process and protect field devices from malfunctioning,” says Takayuki Aoyama, team leader of the instrumentation group, at Mitsubishi Chemical. He notes HART Communication’s ability to collect online data from field devices without disturbing the 4-20mA analog signal between the devices and the distributed control system (DCS).
That connection is critical to the plant’s success, he says, because “diagnostic parameters that help detect signs of an abnormal situation or degrading performance are difficult to obtain with simple handheld devices” which require “a time-consuming, manual, step-by-step approach.”
Instead, HART-enabled devices are visible directly from the DCS and asset management applications in the control room and require no manual intervention.
“HART technology made it possible to access the data without manual operation,” Aoyama says. “This made it much easier for us to gather data and opened up many possibilities for us to detect abnormal situations from field devices.” He cites valves, pressure transmitters, and analyzers as high-maintenance devices, while looking forward to additional work with the process intelligence of HART Communication with vortex flowmeters, Coriolis flowmeters, and valve positioners.

“We estimate that cost savings is more than 10 percent due to utilizing HART features in the devices,” adds Aoyama.
So far, the Mitsubishi plant has connected approximately 800 HART-enabled devices to the control room directly. (Ten of these are connected via multiplexer.) The control room features one vendor’s distributed control system (DCS) and integrated asset management system; and a second vendor’s asset management system connected via a multiplexer.
Because the HART Communication Protocol is ubiquitous—all vendors in the control room as well as the field conform to it—Mitsubishi was able to rapidly gain remote access to instrumentation. Differential pressure transmitter data in particular played a key role in the benefits achieved.
Advanced HART diagnostics from the pressure transmitter allowed Aoyama’s team to quickly detect the onset of a plugged impulse line in a naphtha flow application as well as a plugged manifold during start-up. It also allowed the team to measure flow loop variability, which helped identify an area of unstable flow due to inadequate pipe length. Furthermore, HART technology reduced the time and effort of root-cause analysis and provided a more rapid discovery of the problem.
After installing a conditioning orifice plate, flow signal stability was verified. This in turn provided an accurate measurement for improved plant availability and greater throughput.
Additionally, the use of advanced HART diagnostics from the pressure transmitter allowed the team to detect an inefficient compressor pump. The process data provided through HART communication helped personnel isolate and perform repairs to the compressor, preventing damage to the rotor. If not identified and repaired in a timely manner, this problem could have led to a plant shutdown.
While direct operational cost savings haven’t been released, the cost of an unscheduled plant shutdown is estimated to cost $600,000 USD in lost production per day, and minimum production restart time of 5 days. Hence, preventing a shutdown/startup cycle saves a minimum of $3 million USD. To date at least two device failures have been detected that could have caused a plant shutdown.
In addition to downtime-inducing situations and simultaneously reducing maintenance costs more than 10%, HART technology has provided process benefits. These include improved peak production performance, which if maintained, saves an estimated operational savings of $20,000-$30,000 USD per day.
HART Communication has become a standard communication protocol for the plant. Plans call for gradual upgrades to the plant’s remaining 2,200 analog-only devices with HART technology. Additionally, the company is currently testing WirelessHART devices for use in the plant.
This was really well explained. You’ve made a complex topic look easy!
ReplyDeleteSenior communication support